As we have discovered over the past few months, there is an awful lot to think about when designing and manufacturing a new yarn for hand knitting! There are many stages to consider, and many decisions to be made. It occurred to me that one of the processes that’s least visible to hand knitters is how the wool they work with actually gets clean. As anyone who has handled a fleece will know, cleaning raw wool is not particularly glamorous but it is certainly essential. I thought you might like to see a little about these early stages of our yarn’s manufacture.

The raw wool for our yarn was cleaned, its fibres blended, and the blended fibres processed into lovely combed tops here at Haworth Scouring. This large plant is based in Bradford, a short drive from where both Tom and I were born and grew up. The textile industries in Yorkshire and Lancashire have seen an awful lot of changes in the past 50 years, but Bradford is still the beating heart of the British wool industry.

This is a large operation, capable of scouring a million kilos of wool per week. That’s right – a million kilos. Our first order seemed enormous to us, but it is merely a tiny proportion of what Haworth Scouring can process here in a single day.

Much of the raw wool processed here is British, but Haworth Scouring processes wool from other countries too – these are Norwegian bales in the photograph above.

Customers have different requirements, and some of the wool arrives in a very raw state, needing preparation and grading by specialised wool sorters.


Wool grading is a really important, and sadly declining skill. (If you would like to learn more about wool sorting and grading and its importance to the wool industry, I recommend you visit Jamieson and Smith and meet Shetland’s top wool man, Oliver Henry)
The scouring process is designed to remove dirt and other impurities from the raw wool, along with suint (sheep sweat) and lanolin. At Haworth, its really important that this process is as environmentally friendly as it is efficient (more of this later). Here is some wool, prepared and ready for scouring.

The wool is put through a series of washes and rinses at several different temperatures.

It is repeatedly and carefully cleaned with swinging rakes. After every wash you can see the wool becoming gradually cleaner and cleaner . . .

. . . with the wool’s heat and moisture content being monitored at every stage.

After this, the wool goes through a gigantic metal detector. This is one of those processing factors that’s completely obvious when you think of it – sheep often pick up bits of wire in their fleece – but which I’d never previously considered. You don’t want bits of metal in your yarn, and you certainly don’t want it in the machinery that’s making your yarn. The work of the metal detecting machine is reinforced by this lovely chap, who double-checks there’s nothing non-woolly in the wool.


After washing, the wool is dried. As part of the drying process, the fibres are loosened and mixed, and blended together.

Just check out what’s going on in that huge machine!
After drying, the wool is beautifully clean. What a transformation!

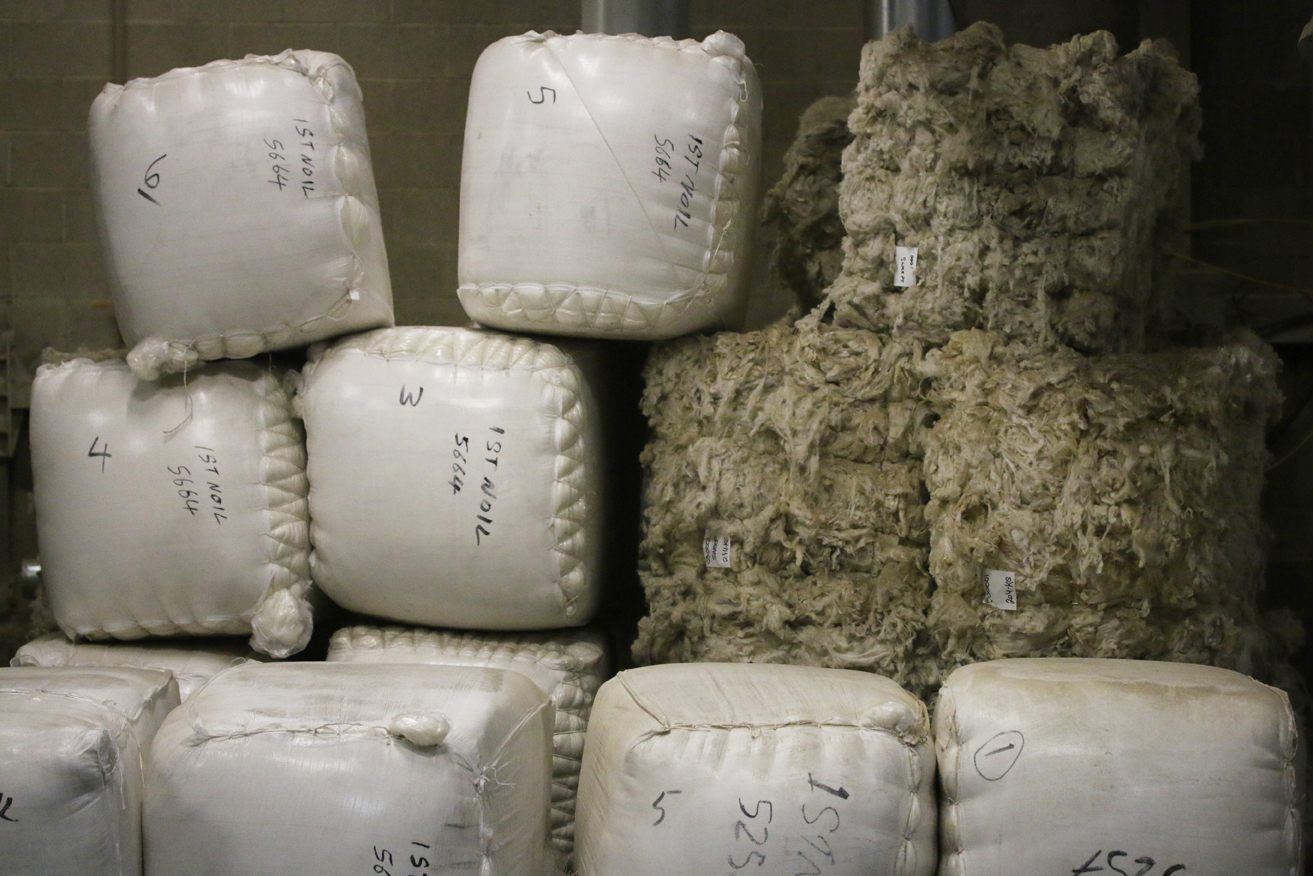
For some of the wool that comes through Haworth’s doors, this is almost the end of the story. It is compressed and packaged into huge bales and prepared for the next stage in its journey elsewhere.


These large bales are compressed by an amazing machine, and, as you can see contain over 350kg of wool. It was at this point that the sheer scale of what goes on here started to astound me. This really is a whole lot of wool!


A significant recent investment in new jobs and machinery means that wool that’s not sent away at this stage can be expertly processed at Haworth into tops. There’s now a state-of-the-art combing operation here, and this is where our wool first started to resemble something like yarn. Our unique blend of fine Scottish fibres was developed and created on this machine!

The wool fibres are relatively blobby and clumpy at this stage – the worsted processing practised here, and which we felt was important to get the best out of our wool, enables the fibres to be opened up, smoothed out, and carefully combed to lie parallel to one another. When I observed the several different stages of combing, gilling and drafting, I was very intensely struck by the technological complexity of these machines, their skilled operatives, and the sheer magic both perform.



From raw wool, to lovely combed top!

Here is what is known as a bump top, at the end of the combing process. . .

And here are lots of bump tops, ready to go.

I mentioned previously that environment is as important as efficiency here. The whole purpose of wool scouring is to remove grease and impurities from fleeces: this is a relatively high-impact process, that creates a lot of waste, and Haworth’s verifiable green credentials were certainly important to us when making early decisions about our yarn’s processing and manufacture. The plant’s water monitoring is extremely careful and completely transparent, and we were impressed that very little in this process actually goes to waste at all! Lanolin removed here is sold to the cosmetics and vitamin industries, while other by-products are used as feed for shrimp and prawn farming (who knew?!)

One reason Haworth’s environmental credentials are so laudable is because it has ENco on site – an environmental testing company that does important work with the textile and farming industries. As well as ensuring the wool products produced at Haworth comply with strict environmental standards, ENco also acts as a consultant, testing many different kinds of finished textiles to check for levels of mothproofing agents and other chemicals. Carpets, military uniforms, knitting yarn, and the fabrics used in high-end fashion houses all receive environmental testing and certification here. If you needed to check whether a certain yarn contained 20% or 30% nylon; or discover for how long a particular moth-proofing agent would protect a certain kind of fabric; or wanted to ensure that the animals providing a batch of fleeces had not been treated with particularly harmful pesticides in their sheep dip, then ENco could find out for you. It was absolutely fascinating chatting to Mike and his team, and learning about their work.

Thankyou to everyone at Haworth Scouring, Curtis Wool Direct, and ENco Global Testing for their time and generosity! We’ve learnt an awful lot, and feel very inspired by our visits!

(Tom surveys the wool mountain with anticipation)
Have you signed up for the newsletter to hear more about our yarn? You can do so here!
(if you are having trouble signing up, try selecting the ‘text only’ rather than ‘html’ option)
Leave a Reply to Jane Macdonald Cancel reply